Heat Staking Plastic: Materials, Boss Design & Heads
By Alex Spurgeon — 2026-06-03
Heat staking plastic means softening a molded plastic post with heat, then forming the top into a head that locks two parts together — no screws, no glue, no cure time. It is one of the fastest and least-expensive ways to join plastic to plastic (Assembly Magazine), or to pin a metal bracket, lens, or circuit board onto a plastic housing. Done right, the joint is part of the housing itself.
The whole thing lives or dies on three decisions: the plastic, the boss, and the head. Get those right and a stake will outlast the product. Get them wrong and you get a fuzzy cap that fails a pull test — which is a polite way of saying it had one job. If you're new to the process, our guide to what heat staking is, start to finish covers the fundamentals before you sweat the details.
Try the Stake Sizer — size a heat staked joint in four questions
How heat staking plastic actually works
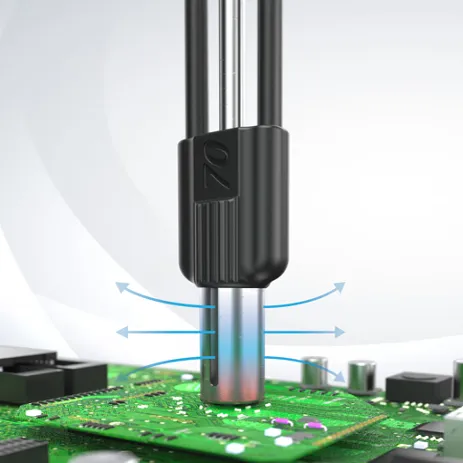
You start with a part that has a boss molded into it — a little post standing proud of the surface. The second part drops over the boss so the post pokes up through a hole. Then heat softens the top of the post, light pressure forms it into a head wider than the hole, and the plastic cools back to solid. Now the head clamps the second part down, permanently.
The impulse method we build runs it as three steps: Heat, Cool, Retract. The tip heats the boss just enough to flow, holds form while compressed air cools the plastic in seconds, then lifts away clean. No sticking, no stringing, no little plastic whiskers left behind. (Stringing is the assembly equivalent of a houseguest who makes a mess and leaves without cleaning up.)
That cooling step is the part people skip and then regret. Plastic that is pulled off the tip while still molten lifts with the tip — and now your nice formed head has a crater in it. Cool before you retract, every time.
Which plastics heat stake well (and which fight you)
Almost any thermoplastic can be staked. The question is how wide the window is. Here is the honest breakdown:
• **ABS** — the easy one. Softens over a broad range, forms clean heads, very forgiving. If you are prototyping a process, start here.
• **Polycarbonate (PC) and PC/ABS** — also forgiving. **Heat staking polycarbonate** works well, but it will string if you run it too hot, so back the energy off until the head comes out crisp.
• **Nylon (PA)** — stakes reliably, with one catch: nylon drinks moisture from the air, and that water flashes to steam in the head and leaves bubbles. Dry the parts before staking and the problem disappears.
• **Polypropylene (PP)** — stakable, but the formed head stays a bit flexible. Fine for clamping, less ideal where you want a rigid, crisp head.
• **Acetal (POM)** — narrow window and it off-gasses, so it wants good control and ventilation. Doable, just not a beginner material.
The split that actually matters is amorphous versus semicrystalline. Amorphous plastics — ABS, PC, PC/ABS — soften gradually across a wide glass-transition range, so they forgive you. Semicrystalline ones — nylon, acetal, PP — have a sharp melt point: a few degrees cold and nothing flows, a few degrees hot and it scorches. Tighten your control for those. The impulse system handles ABS, polycarbonate, nylon and PP across that whole spread.
| Property | Amorphous (ABS, PC, PC/ABS) | Semicrystalline (Nylon, PP, Acetal) | |---|---|---| | Examples | ABS, polycarbonate, PC/ABS | Nylon (PA), polypropylene (PP), acetal (POM) | | Softening behavior | Softens gradually above a wide glass-transition range | Sharp melt point — flows only in a narrow band | | Process window | Wide and easy to hit | Narrow; needs tight control | | Forgiveness | Very forgiving | A few degrees cold won't flow, a few hot will scorch |
Now the opinion, because somebody has to say it: glass-filled and mineral-filled plastics do not form clean heads. The fibers do not melt with the resin, so the head comes out matte, hairy, and brittle, and it fails pull tests that a virgin grade would sail through. If you are stuck with 30% glass-filled nylon, switch to a hollow or flared head, or rethink whether staking is the right join at all. This one catches people out constantly — the boss looks fine and the head looks wrong, and the fiber is why.
What temperature do you heat stake plastic at
There is no single number, and anyone who quotes you one for every material does not understand the job. The temperature is set by the polymer, not the press. For semicrystalline plastics — nylon, acetal, PP — you aim near the sharp melt temperature where the resin actually flows, and the usable window is narrow. Amorphous plastics — ABS, PC, PC/ABS — have no true melt point; they soften gradually well above their glass-transition range, so the window is wide and easy to hit. Either way the goal is the same: flow the surface enough to form a head, not so much that it scorches or strings. For starting numbers by resin, see our guide to heat staking temperature.
That is also why our presses do not run on a timer. The patent-pending Weld by Energy control delivers a set amount of energy per cycle instead of a fixed time at a fixed temperature, so the boss gets exactly what it needs to flow and no more. Timer-based setups sold as "precision" are guessing; they just guess consistently until the ambient temperature or the resin batch shifts. If you want the long version of the cycle, the step-by-step heat staking process guide walks through it.
How do you design a boss for heat staking?
The single biggest cause of bad plastic heat staking is not the press — it is the boss. The head has to come from somewhere, and that somewhere is the plastic standing proud of the part. Get the volume wrong and no amount of process tuning saves it.
A few rules that solve most failures before they happen:
• **Boss height:** for a standard dome head, the post should stand about **1.5–2× its diameter** above the part. Too short and you get a thin, weak cap. Too tall and it folds over and traps voids.
• **Head overlap:** the formed head should overlap the hole by enough to clamp — aim for the head spreading well past the hole edge on every side.
• **Hole clearance and a lead-in:** nine times out of ten a "loose" joint is a hole that is too tight or has no chamfer to guide the head down. Thirty seconds with calipers beats a week of process tweaking.
• **Don't reuse a screw boss:** a screw boss and a stake boss are different features. Converting a screwed part to staking is great savings — but redesign the boss for staking, don't just point a hot tip at the old one.
Which head shape should you use for a plastic stake?
The head style is chosen to match the load and the surface, not picked at random:
• **Dome (standard):** the default. Strong, simple, good for posts up to about 6 mm.
• **Hollow / tubular:** for larger posts, or when a show surface matters. A hollow head gives a wide, strong head with less melted material and no sink mark telegraphing through to the outside. It also leaves the option for a tech to drill it out and re-close with a screw later.
• **Flush / countersunk:** when the head must sit at or below the surface.
• **Knurled:** imprints a texture into the head for high resistance to twisting loads — reach for it when the captured part sees torque.
A benchtop press forms up to 8 bosses in a single stroke, so a part with four corners and a couple of mid-span holds is one cycle, not eight. Our presses use a 0.1 mm linear encoder to confirm every boss is present and stop the head at the right depth each cycle — the difference between a repeatable hold and a part that gets mashed on whichever cycle the operator leaned on it.
When not to heat stake plastic
The most useful thing a process engineer can tell you is when to walk away. A staked head is a one-shot plastic rivet — strong in clamp and shear, weak in straight pull-out, and destroyed the moment someone tries to take it apart. So:
• **The joint gets serviced or opened in the field** — use a screw, or a [brass threaded insert](/blog/heat-staking-inserts-the-honest-guide), which takes a machine screw and comes apart as many times as you like.
• **The plastic is a [thermoset](https://en.wikipedia.org/wiki/Thermosetting_polymer)** (phenolic, epoxy) — it cannot be reheated to flow, so it cannot be staked, full stop.
• **The joint lives in constant tension straight off the head** — stakes are weak in that direction by design.
• **You are stuck with heavily glass-filled resin and a cosmetic surface** — fix the head style or reconsider the join.
Everything else — the ordinary "hold these two parts together, forever, at volume" job — is exactly what staking is for. It is the workhorse behind a lot of automotive and electronics assembly, and if you are staking a circuit board specifically, the heat staking PCBs guide covers the keep-out and clamp-force details that protect the board.
How does heat staking compare to ultrasonic welding?
As of 2026, the two methods trade off cleanly. Heat staking joins dissimilar materials — including metal-to-plastic — and carries less micro-crack risk because there is no high-frequency vibration. Ultrasonic is genuinely faster per stake but costs more and is fussier about material and boss design.
| Factor | Heat staking | Ultrasonic welding | |---|---|---| | Dissimilar / metal-to-plastic | Yes — joins dissimilar materials | More limited; fussier about material | | Micro-crack risk | Lower — no high-frequency vibration | Higher — high-frequency vibration | | Speed per stake | Fast | Faster | | Cost | Lower | Higher | | Material & boss sensitivity | More forgiving | Fussier |
For the full breakdown, see our heat staking vs. ultrasonic welding comparison.
FAQ
What plastics can be heat staked?
Any thermoplastic, in principle — ABS, polycarbonate, nylon, polypropylene, acetal and PC/ABS all stake. Amorphous grades like ABS and PC are the most forgiving. Glass- and mineral-filled grades stake poorly because the fibers don't flow, so they leave fuzzy, weak heads. Thermosets can't be staked at all.
What temperature do you heat stake plastic at?
It depends entirely on the plastic, not the machine. Amorphous grades like ABS and PC soften over a wide, forgiving range and are easy to hit; semicrystalline ones like nylon and PP flow only near a sharp melt point, so they need a tighter, well-controlled window. There is no one number that works for every resin.
Is heat staking plastic strong?
Yes, in the right direction. A staked head is strong in clamp and shear — it holds parts flat and together very well. It is weak in straight pull-out and is permanent. For joints that see pull-out load or need to come apart, use a screw or a brass insert instead.
Heat staking vs ultrasonic welding — which is better?
Heat staking joins dissimilar materials, including metal-to-plastic, and carries less risk of micro-cracking because there is no high-frequency vibration. Ultrasonic is genuinely faster per stake but costs more and is fussier about material and boss design. Pick ultrasonic when cycle time is the real bottleneck at volume, not by default.
Can a heat-staked plastic joint be taken apart?
A solid stake is one-shot — you drill the head off and the boss is spent. If you need repeatable access, design those points as brass threaded inserts or screws from the start, and keep the staked points for the holds that never need to open.
Why is my staked head fuzzy or weak?
Usually one of three things: the plastic is glass-filled (the fibers don't melt), the boss didn't have enough material to form a full head, or the tip pulled away before the plastic cooled. Check the resin first, then the boss volume, then the cooling step.
Get the plastic, the boss, and the cooling right, and a staked joint will outlast the product, the warranty, and probably the engineer who designed it. If you have a part and you are not sure it will stake clean, send it over — we run a free evaluation and turn a quote around in 24 hours. Give us a call, or take a look at the impulse heat staking system and the Benchtop Press.