Heat Staking Heater Types: Cartridge, Hot Air & Impulse
By Alex Spurgeon — 2026-06-02
A heat staking heater is the part that actually does the work: it puts heat into a plastic boss so the boss can be reformed into a head that clamps your parts together. There are three common kinds — a constant-heat thermode, hot air, and impulse heat-on-demand — and they heat the plastic in three completely different ways.
That difference is not academic. It decides how clean the head comes out, how long the cycle takes, and whether the tip strings plastic across your part on the way back up. So before you spec a press in 2026, it is worth knowing what is on the end of it.
What a heat staking heater actually does
The temperature is set by the plastic, not by the heater. Every heat staking method softens a plastic boss, forms it under pressure, and cools it back to solid, and the heater is the front half of that job: it gets the plastic above its softening point so it will flow into a head shape. If you're still getting your head around the process itself, our guide to what heat staking is covers the fundamentals.
Here is the part people skip. ABS and polycarbonate soften over a wide, forgiving range. Nylon and PP have a sharp melt point — a few degrees cold and nothing flows, a few hot and it scorches. Anyone selling you a heater with one fixed temperature for every job has not run the job. What changes between heater types is how the heat gets in, and what that does to your cycle and your cosmetics.
The three heat staking heater types
1. Constant-heat thermode (cartridge heater)
A thermode is a metal tip with a cartridge heater buried inside it, held at a set temperature the whole time. The hot tip comes down, contacts the boss, melts it, forms the head, and the plastic cools under pressure — often with a shot of compressed air to speed it up.
It is the workhorse of the old-school heat staking world. Closed-loop versions hold temperature well and run repeatably at volume. The catch is right there in the name: the tip is always hot. So when it lifts off a freshly formed head, molten plastic likes to come with it. That is where stringing, sticking, and witness marks come from — fine on a hidden internal boss, ugly on anything a customer will ever see.
2. Hot air (convection)
Hot air heats the boss with a blast of super-heated air, then a separate cold, preformed tool comes down and shapes the head. Because nothing hot touches the plastic, the head comes out clean — no contact marks, no stringing — and the air heats evenly all the way around the boss.
The trade is time. You wait for the air to heat the boss and you wait for the cold tool to set it, so the cycle runs longer than a contact method. It is also less surgical — the surrounding area gets warm too. Hot air earns its keep on tall bosses, hard-to-reach geometry, and cosmetic A-surfaces where a contact tip would leave a mark.
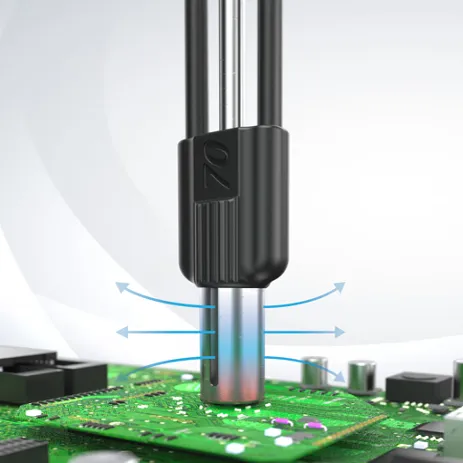
3. Impulse (heat-on-demand)
An impulse heater only heats when it needs to. It drives a burst of energy into the tip for the form, then the tip cools fast — so it is not sitting there hot, waiting to string plastic on the way out. This is the method we build, and we run it as three steps: Heat, Cool, Retract. Energy in to flow the boss, compressed air to solidify it in seconds, then a clean lift with no sticking and no stringing.
The reason heat-on-demand matters is the same reason the constant-heat tip makes a mess: a tip that is only hot during the form, and cool on retract, leaves the head clean without needing a separate cold tool. You get contact-method speed and access with hot-air-style cosmetics.
Constant heat vs heat-on-demand: the honest comparison
Here is the one strong opinion in this post, and it is the whole reason impulse exists. A tip that stays hot all day is a tip that strings, sticks, and leaves witness marks. It is not a defect — it is physics. Molten plastic clings to hot metal. The old fix is to run slower, add a release coating, and clean the tip on a schedule. The better fix is to not have a hot tip touching the head when it lifts.
| Factor | Constant-heat thermode | Hot air | Impulse (heat-on-demand) | |---|---|---|---| | How it heats | Direct contact, always hot | Convection, non-contact | Direct contact, only when firing | | Cosmetics | Witness marks, can string | Cleanest, even all around | Clean — no stringing on retract | | Cycle time | Fast | Slower (heat + cold set) | Fast, with active air cooling | | Tall / awkward bosses | Limited by tip access | Strong — heats all around | Good tip access | | Glass-filled materials | Tight window, tip fouling | Tight window | Tight window, energy-metered | | Best for | Hidden internal bosses, high volume | Cosmetic A-surfaces, tall bosses | Clean heads at speed, multi-boss runs |
None of these change the rule that the polymer sets the temperature. They change what the heater does to the part on the way in and out. For the full cycle behind any of them, the step-by-step heat staking process walks through Heat, Form, and Cool.
Do heat staking heaters work on glass-filled plastic?
Whatever heater you pick, glass- and mineral-filled materials do not form clean heads. The glass fibres do not melt with the resin, so the head comes out matte, hairy, and brittle, and it fails pull tests. Run the heater hotter to fix it and the fibres come right to the surface and stick to the tip — worse, not better. This is a known failure mode: glass fibres tend to stick to traditional thermal tips and pull away from the finished stake when the tip retracts (Design World).
If you are stuck with 30% glass-filled nylon, the heater is not your problem. Switch to a hollow or flared head style, or take a hard look at whether staking is the right join at all. This catches people out constantly, and no heater type buys you out of it. Amorphous plastics — ABS, PC, PC/ABS — forgive you because they soften across a broad range. Semicrystalline ones — nylon, acetal, PP — want tighter control no matter what is heating them; amorphous thermoplastics have a wider forming temperature window, while semicrystalline materials have only a very small one (bdtronic). (For the materials side, the glass-transition temperature reference explains why the window moves.) For how each common resin behaves on the press, see our guide to heat staking plastic.
How to pick a heat staking heater
A quick rule of thumb, by what matters most on your part:
• **Cosmetic surface a customer sees** — hot air or impulse. Keep a constant-heat contact tip off anything visible.
• **Hidden internal bosses at high volume** — a constant-heat thermode is fine and cheap to run.
• **Tall bosses or awkward access** — hot air heats all the way around without a precise tip fit.
• **Many bosses in one shot** — impulse, with a multi-tip setup; a benchtop press can form up to **8 bosses in a single stroke**.
• **Sensitive electronics or a PCB in the clamp zone** — any method works, but you want clean retract and tight depth control so you do not stress the board.
And the heater is only half the machine. A good press also controls how far the tip goes and how much energy it delivers — that is what makes the head repeatable cycle to cycle. Our presses use a 0.1 mm linear encoder to confirm every boss is present and stop the head at the right depth, and a patent-pending "Weld by Energy" control so each cycle delivers the exact energy the boss needs — no timers to chase. If you are sizing up a machine, the heat staking machine buyer's guide covers what else to look for, and the impulse heat staking system and Benchtop Press show the heat-on-demand approach in practice.
When is heat staking the wrong choice?
Most "it won't form" failures are boss geometry, not heat — nine out of ten such calls trace to the boss, not the heater. So before you blame the heater for a bad head, check the boss. The head needs somewhere to come from — the plastic standing proud of the part should roughly equal the volume of the head you want, and a standard dome wants the boss sticking up about 1.5–2× its diameter (Fictiv). Too little material gives a thin, weak cap. Too much folds over and traps voids. No heater fixes a boss that was never going to form.
And if the joint gets serviced, swapped, or sees constant pull-out load, a stake is the wrong call to begin with — that is a screw or a brass insert, not a head off any heater.
FAQ
What is a heat staking heater?
It is the part of a heat staking machine that heats the plastic boss so it can be reformed into a head. The three common types are a constant-heat thermode (a hot metal tip), hot air (super-heated air with a cold forming tool), and impulse (a tip that heats only when it fires).
What are the types of heat staking heaters?
Three: a constant-heat thermode that stays hot and contacts the boss directly, hot air that heats by convection without contact, and impulse heat-on-demand that drives energy into the tip only during the form and then cools fast. Each heats the plastic differently, which changes cosmetics and cycle time.
Cartridge heater vs impulse — which is better?
A constant-heat cartridge thermode is simple and fine for hidden bosses at volume, but the always-hot tip can string and leave witness marks. Impulse only heats when firing, so it lifts off clean. For visible surfaces and clean multi-boss runs, impulse wins; for cheap hidden work, a thermode is hard to beat on cost.
What temperature does a heat staking heater run at?
There is no single number — the temperature is set by the plastic, not the heater. ABS and polycarbonate flow over a wide, easy range; nylon and PP have a narrow window. Any heater quoted as "one temperature for everything" is being oversold.
Does hot air heat staking work on glass-filled plastic?
It can, but only with tight temperature control, and it has the same limit as every other method: the glass fibres do not melt, so heads come out rough and weak. For filled materials, switch to a hollow or flared head style rather than expecting any heater to give you a clean solid head.
Which heater is best for a PCB or sensitive electronics?
Any method can stake a board, but you want a clean, controlled retract and tight depth control so you do not flex the board or stress solder joints. Impulse heat-on-demand suits this well because the tip is not sitting hot on the head. The guide to heat staking PCBs covers the board-specific traps.
Pick the heater to match the part, not the one machine the shop happens to own. If you have a housing and a boss and you are not sure which heater will form it clean, send it over — we run a free evaluation and turn a quote around in 24 hours. Give us a call.