Heat Staking Machine Buyer's Guide: What Actually Matters
By Alex Spurgeon — 2026-05-28
A heat staking machine is the press that softens a plastic boss, forms it into a head, and cools it under pressure — all in a few seconds, all repeatable, all without melting your fixture, your operator, or your patience.
That's the bumper sticker. The rest of this post is what to actually look for when you're picking one, because half the brochures out there describe the same machine in four different ways and the other half describe four different machines as the same thing.
The short version
If you're skimming, here's the whole guide in five bullets:
• **A heat staking machine** is a press with a controlled-temperature tip (or hot-air head + cold-form tool) that forms a plastic boss into a finished head, then cools it before retract.
• The thing that actually matters is **how the energy is delivered and measured** — not how hot the tip gets.
• Look for **closed-loop control**, a way to **verify the boss is there** before the cycle starts, and **active cooling on retract** so the tip doesn't string.
• "Bigger" isn't better. Match the press to your boss count and cycle time, not to the prettiest brochure photo.
• Don't buy a machine without the **tooling, fixture, and process validation** quoted in writing. Iron alone is half a quote.
What a heat staking machine actually does
Strip away the marketing and a heat staking machine has three jobs, in this order:
1. Locate the boss. The tool comes down to a known position and confirms there's plastic where it expects plastic. If a boss is missing from the mould, the machine should know before it tries to form a head out of fresh air. 2. Deliver energy. It heats the boss enough to soften it locally, and forms the molten plastic into the head shape the tooling defines. Some machines do this with a hot contact tip; ours uses an impulse-heated tool that's hot only when it needs to be. 3. Cool under pressure. It holds the formed head in shape while the plastic resolidifies, then retracts cleanly without sticking, stringing, or smearing the cosmetic face.
Everything else — the touchscreens, the recipes, the lights, the safety guarding — is in service of those three things. A machine that does these three reliably is a good machine. A machine with a great touchscreen and inconsistent cooling is a paperweight with a UI.
The two big families: continuous-hot vs impulse
Most heat staking presses on the market fall into one of two camps, and the difference matters more than any spec on the data sheet.
Continuous-hot (traditional hot probe) machines keep the tip at temperature the whole shift. The tip is always molten-plastic-hot, and you bring it down onto the boss for a set dwell time. They're simple, they're cheap to buy, and they have one annoying habit: the tip touches molten plastic, every cycle, all day. So you get stringing on retract, plastic build-up on the tip, and witness marks on cosmetic faces. Fine for hidden internal bosses. Ugly on anything the customer will see.
Impulse (heat-on-demand) machines heat the tool only during the cycle, then cool it with compressed air before the tip retracts. Plastic doesn't stick to a cool tool. So you get cleaner heads, no stringing, and the tool isn't sitting at 250°C in front of an operator's hand all afternoon. Our presses run this way — heat, form, cool, retract — with a patent-pending "Weld by Energy" control system that delivers a measured amount of energy per joint instead of a timer-based dwell.
| | Continuous-hot (hot probe) | Impulse (heat-on-demand) | |---|---|---| | Tip temperature | Held hot all shift | Heated only during the cycle, cooled before retract | | Stringing / build-up | Common — tip touches molten plastic every cycle | None — tool retracts cold | | Cosmetic (A-surface) suitability | Poor — witness marks on visible faces | Good — clean, consistent heads | | Sticker cost | Lower | Higher | | Best use | Hidden internal bosses | A-surface / cosmetic parts |
> Rule of thumb: if the part has an A-surface anywhere near the boss, you want impulse. If it's a hidden internal stake on a black housing and nobody will ever see it, hot probe is fine — just don't put it on the cosmetic side and hope for the best.
For a deeper look at how impulse stacks up to the alternatives, the impulse heat staking page walks through it in detail.
The specs that actually matter
Here's what to ask about when a vendor sends you a quote. Half of these never make the brochure. That's not an accident.
Energy control, not just temperature control
Anyone can tell you their tip "gets to 250°C." Great. So does my soldering iron. The question is: how much energy does it actually put into the joint, and is that the same every cycle?
Timer-based presses dwell for a fixed time at a fixed temperature. If the room is colder, the boss is taller, the resin lot shifts, or the operator left the door open — the energy actually delivered changes, and the head changes with it. Energy-controlled presses (ours included) measure the work being done and stop when the joint has had enough. Same joint every time, regardless of room temperature or which lot of nylon you opened today.
If the spec sheet only gives you temperature and dwell, you're getting a timer. Ask what closes the loop.
Position feedback, not just stroke
Look for a linear encoder somewhere in the spec. Our presses use a 0.1 mm encoder so we can confirm two things every cycle: the boss was actually there before we started, and the head finished within tolerance. A press with no position feedback can run for a full shift on a mould that's missing a boss, happily forming heat-staked heads out of fresh air, and nobody will know until QC pulls the housing apart.
A 0.1 mm encoder isn't a luxury feature. It's how you stop a quiet scrap factory.
Active retract cooling
This is the single biggest cause of "the machine is stringing" calls we get. If the tip is still hot when it lifts, molten plastic comes with it. Look for compressed-air cooling built into the cycle — the tool drops, holds, gets blasted with air to drop temperature, and then retracts cold. No string. No tip build-up. No witness marks. The cycle is a hair longer, but you save the time you'd have spent cleaning the tip every twenty parts.
Multi-boss capability
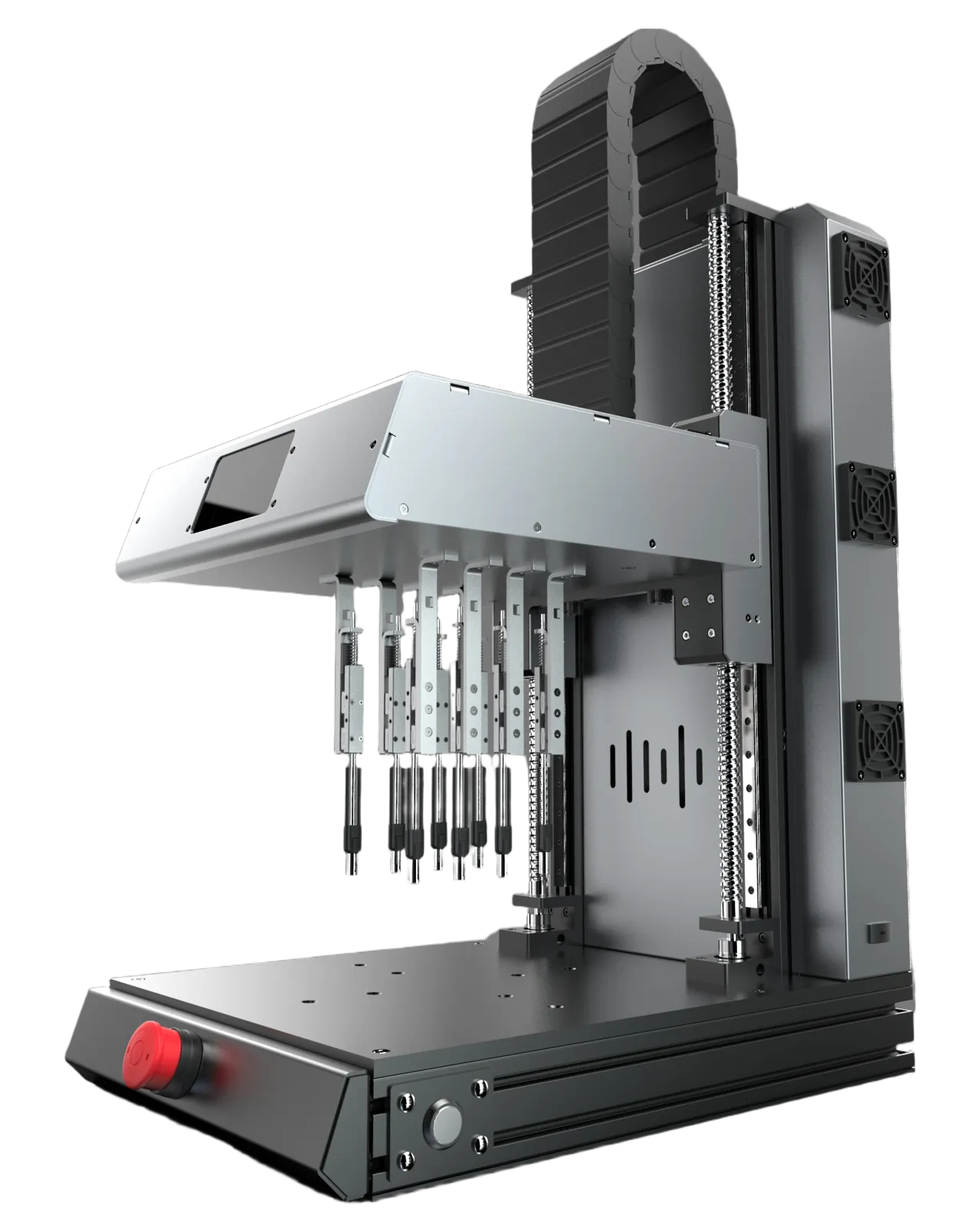
If your part has more than one or two stakes, look for a press that can do them all in one shot. Our benchtop press stakes up to 8 bosses simultaneously — same press, same cycle, eight clean heads in the time it would take a single-tip machine to do one and start arguing with the second.
Single-tip presses are fine for one-off bosses and prototyping. For real production, count your stakes and quote accordingly.
Tooling that's made for your part
A machine without tooling matched to your boss is a hot pointy thing in search of a problem. Good vendors design the tip profile, the cooling collar, and the fixture together — they don't sell you a generic flat-faced tip and wish you luck. If your quote arrives with "tooling sold separately, contact us for pricing," that's not a quote. That's a deposit on a future argument.
Benchtop, semi-automated, or integrated — what to pick
Three flavours, three reasons to buy each.
| Form factor | Loading / throughput | Best for | |---|---|---| | Benchtop press | One part at a time, operator-loaded and operator-cycled | Low-to-mid volume, prototyping, mixed-product runs | | Semi-automated cell | Operator-loaded with presence detection and dual-zone safety | Running the same part most of a shift at operator pace | | Integrated module | Robot-loaded, staking head built into an existing line | High-volume lines where staking drops into a known process |
Benchtop press. Stakes one part at a time, operator-loaded, operator-cycled. Best for low-to-mid volume, prototyping, mixed-product runs where you'd rather change a fixture than change a line. Our Model BTP benchtop press is the workhorse here — it does up to 8 bosses per cycle, runs on shop air, and fits on a workbench, and it's the entry point to the full heat staking equipment range. Most shops that don't think they need staking automation actually need a benchtop. If you're specifically weighing a bench-scale unit, the thermal press buyer's guide digs into what separates a real precision press from a hot tip on a timer.
Semi-automated cell. A benchtop press dropped into a small workcell with operator-presence detection, dual-zone safety, and maybe a part-present sensor on the fixture. Step up from a benchtop if you're running the same part most of the shift and want operator-pace throughput with the safety story buttoned up.
Integrated module. A heat staking head built into someone else's assembly line — robot loads the part, our module stakes it, robot moves on. This is where the custom automation work lives. It's not a machine you buy off a shelf; it's a process module designed around the larger line. Pick this when you've already got the line and just need staking to drop in.
A common mistake: buying an integrated cell on day one for a part you've never staked before. Do the process development on a benchtop first, prove the joint, then spec the cell around a known process. Spending $40k on automation to discover your resin doesn't form a clean head is a slow, expensive way to learn a $400 lesson.
What can it actually stake?
The honest answer: most thermoplastics, plus thermoplastic-to-anything-that-isn't-plastic. Some are forgiving, some aren't.
• **ABS, PC, PC/ABS, polystyrene** — amorphous, wide thermal window, easy to dial in. The "first job for a new operator" materials.
• **Nylon (PA6, PA66), POM, PP, PE** — semicrystalline. Sharper melt transition. Wider variation in pull strength if your control is loose. Closed-loop energy control earns its keep here.
• **Glass-filled grades (PA66-GF30 and friends)** — they stake, but the head comes out matte and hairy because the glass fibres don't melt. If cosmetics matter, switch head style or pick a different join.
• **Thermosets (phenolic, epoxy, BMC)** — can't be heat staked. They don't soften when you reheat them. If a vendor tells you they can, get a second opinion before the PO goes out.
• **Metal-to-plastic captures** — fine, and one of the best uses of heat staking. A staked head will mechanically retain a metal bracket, a PCB, a label, or a [brass insert](/solutions/brass-insert) without adhesives or fasteners.
For a closer look at how specific resins behave when heat staking plastic — from easy ABS to glass-filled nylon — the materials guide goes deeper.
A common application is staking a PCB into a housing — boards, sensors, displays — and it's worth doing carefully. Watch the standoff height and clamp force, or you'll flex the board and crack a solder joint. The common failures guide covers the usual ways that goes sideways.
What a heat staking machine is *not*
This part saves people money. Three things heat staking machines are not, no matter what the salesperson says:
1. An ultrasonic welder. Different physics. Ultrasonic uses high-frequency vibration to generate heat at the joint interface; heat staking applies heat externally. Some parts genuinely need ultrasonic. Most don't. The comparison resource lays it out. 2. A bonder for two metal parts. Heat staking joins plastic to itself, or plastic to anything else by capture. It does not molecularly bond metal to metal. If you need that, you need a different process entirely. 3. A field-serviceable joint. A staked head is a one-shot mechanical fastener. To reopen the assembly you destroy the head. If the joint sees regular service, use a screw or a brass insert, not a stake. Saying "use a screw" is not a thing a press salesperson typically volunteers. We're saying it on the website.
Buying considerations that aren't on the spec sheet
A machine quote is the easy part. Here's what trips up buyers a year in.
Lead time and where it's built. Our machines are U.S.-built in Roanoke, Indiana, and build lead times run as short as 4 weeks for straightforward applications. Imported presses can be cheaper sticker price and three months later getting through customs. Add freight, support response time, and the time difference for service calls to your TCO before you compare.
Tooling design and process development. Budget 4 weeks for tooling design and process development on top of the machine build. This is where the joint actually gets dialled in — boss geometry review, tip profile, fixture, pull-test data. If a vendor skips this and says "you'll figure it out on the floor," you'll figure it out the hard way.
Support response. A press that's down for a week costs more than a press that costs more. We respond inside 24 hours, including for overseas customers. Ask any vendor what their average response time is and what happens when their one tech is on holiday.
Warranty and what's actually covered. Our presses ship with a 12-month workmanship warranty. Read the fine print on any quote: is tooling included, is consumable wear excluded, what's the response time for a warranty call. A 12-month warranty with a 6-week service queue is a 10-month warranty.
Section 179 timing. If you're buying in the U.S. in 2026, equipment placed in service by Dec 31 qualifies for Section 179 (up to $2.56M expensed) and 100% bonus depreciation (IRS Publication 946). Worth knowing if your CFO is looking at end-of-year capex. Always run it past your tax advisor before you bank on a deduction.
A short story about the cheapest press
A start-up came to us a couple of years in, scrap rate around 8% on a glass-filled nylon housing. They'd bought the cheapest hot-air staking station they could find at launch — no closed-loop temperature control, operators hand-timing the dwell with a stopwatch, tip pulling stringers every other cycle. Saved a few thousand on day one. By month six, the scrap was eating that saving every quarter.
We respec'd them onto a proper impulse press with controlled depth, energy-per-joint control, and a fixture designed around their boss geometry. Scrap went from 8% to under 1% inside a month of running. The cheapest machine had made them the most expensive parts.
If you only remember one thing from this post: a press with no closed-loop control isn't cheaper, it's just delayed expensive.
FAQ: Heat Staking Machines
What does a heat staking machine cost?
We don't list prices because every machine is quoted against the part — boss count, cycle time, materials, whether it's a benchtop or an integrated cell. What we will commit to: a quote inside 24 hours of a free evaluation, with the machine, tooling, and process development costed out separately so you can see what you're paying for. Give us a call or send the part drawings over.
How long does a heat staking cycle take?
Most cycles run 3–8 seconds, depending on boss size, material, and how many stakes are formed at once. A single small boss in ABS might be under 3 seconds; a multi-boss cycle in nylon with a longer cooling stage can sit closer to 8. The trick is to spec the cycle around the joint, not the other way around — rushing the cool stage to save a second is how cracked bosses show up three months later.
Do I need a separate machine for brass inserts?
Often the same press handles both with different tooling. A heat staking press that can install threaded inserts gives you one machine, one fixture footprint, and one operator skillset across two assembly operations. Our brass insert installation page walks through the tooling differences.
What plastics can a heat staking machine handle?
Almost all thermoplastics — ABS, PC, nylon, PP, PE, POM, PC/ABS, polystyrene. Thermosets can't be heat staked at all. Glass-filled grades stake but produce a rougher head. The plain-English heat staking guide covers material behaviour in more depth.
How precise is a heat staking machine?
Ours uses a 0.1 mm linear encoder to confirm boss presence before each cycle and to verify the formed head finishes within tolerance. That position data is what lets you actually trust the joint without sectioning a sample every shift.
Can a heat staking machine replace screws?
Often, yes — particularly for plastic-to-plastic captures, PCBs in housings, and label or bracket retention. A staked joint removes the fastener cost, the driving step, and the back-out risk under vibration. The trade-off is serviceability — you lose the ability to disassemble. If the joint needs service, use a screw (or a brass insert and a screw together). The heat staking process guide covers the decision in more detail.
How long does a heat staking machine last?
A well-built press with closed-loop control and clean tooling runs for years with minimal service — tip wear and fixture wear are the usual maintenance items, not the press itself. Ours ship with a 12-month workmanship warranty and we support customers (including overseas) for the life of the machine.
Next step
If you've got a part drawing, a boss count, and a vague sense of how many you'll run per shift, that's enough for a quote. Send it over and we'll come back inside 24 hours with the machine, the tooling, and the process development scoped out — no "starting at" pricing, no separate-tooling surprises, no upsell to ultrasonic when a benchtop staker will do the job.
Find part drawings? Send them to us. No drawings, just a sample part? Even better — those tell us more anyway.
We'll spec the right press. We'll probably also try a terrible pun about commitment issues with your boss geometry. Consider that a bonus, not a warning.